Caractéristiques de conception
Méthode à suivre
Les conditions environnantes sont déterminantes pour le choix du type et de la longueur de courroie, ainsi que pour la détermination des poulies dentées correspondantes. Tous les types de courroies de notre fabrication peuvent être équipés d'entraîneurs dorsaux. Combinées à des rails supports, les courroies dentées permettent un entraînement à faible frottement. Les courroies dentées en polyuréthane BRECO®, BRECOFLEX® sont également disponibles en version PAZ. (PAZ = couche polyamide côté dentures).
Sélection du type de taquet entraîneur
Le choix des entraîneurs est conditionné par le type de l'installation de convoyage et la nature des pièces à transporter. Possibilités offertes pour l'exécution des entraîneurs dorsaux :
Une base de plus de 2000 moules pour fabrication
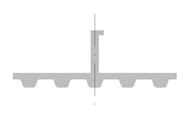
Les entraîneurs dorsaux sont fabriqués par un procédé à injection PUR. Les cotes d'un entraîneur dorsal en exécution standard à partir d'un moule existant sont indiquées sur le côté.
Les entraîneurs de forme standard peuvent être reprofilés ensuite par usinage (perçage, fraisage) selon le cas. Fournir le cas échéant un schéma pour la forme demandée.
Entraîneurs dorsaux à partir d'un demi-outillage
Selon les besoins en pièces les entraîneurs sont découpés éventuellement à partir de plaques PUR.
Épaisseur de plaques disponibles : 1,5; 2; 3; 4; 5; 6; 7; 8; 10; 11; 15; 20 mm
Entraîneurs dorsaux à partir d'un nouvel outillage
Nos possibilités de fabrication permettent de répondre pratiquement sans limitation à tous les types de demande de réalisation d'entraîneurs de toute forme. Prendre en compte les coûts d'outillage.
Matériau des entraîneurs dorsaux
PUR dureté Shore env. 92,même matériau que les courroies dentées BRECO® et BRECOFLEX®.
Position des soudures par rapport aux dentures

La flexibilité des courroies dentées siège essentiellement dans les zones situées entre les dents. Pour maintenir la flexibilité des courroies dentées autour des roues dentées, choisir de préférence la position de soudure "face à une dent".
Répartition des entraîneurs et des dentures
Le pas des entraîneurs doit être choisi de préférence comme multiple entier du pas des dentures. Des pas d'entraîneurs fractionnaires sont également possibles, mais imposent d'ajouter un décalage constant de la position de l'entraîneur par rapport à la position des dents.
Exemple de passation de commande
Dimensionnement
La pose d'entraîneurs sur les courroies dentées suit toujours un multiple du pas des dents, c'est-à-dire que la position des entraîneurs soudés suit exactement le pas de la courroie. Il n'y a pas donc de risque d'erreur cumulative entre les intervalles d'entraîneurs dorsaux et intervalles de dentures.
Tolérances
La tolérance possible en position des soudures des entraîneurs dorsaux est de ± 0,5 mm par rapport à la position théorique. Une tolérance de - 0,5 mm en hauteur doit être respectée.
Désignation, formulation pour une passation de commande
Il est préférable de joindre un schéma avec les indications de cote pour passer commande d'une courroie avec entraîneurs dorsaux.
On peut aussi définir la courroie par un descriptif.dans la passation de commande. Exemple : Courroie dentée en polyuréthane BRECO® 50 T 10/5000 V-PAZ avec entraîneurs soudés, entraîneur référence 2.3.2.015.008, nombre d'entraîneurs 100, pas des entraîneurs 50, positions de soudure en face des dentures.
Cordon de soudure
Le procédé de soudure provoque la création d'un boudin de soudure entre l'entraîneur et le dos de la courroie. Il peut se former un bourrelet de PUR d'un rayon de 0,5 à 1 mm.
Si le boudin de soudure est incompatible avec la fonction recherchée, préciser à la commande "finition à bords vifs".
Épaisseur des entraîneurs dorsaux
Les entraîneurs soudés peuvent avoir une incidence sur la souplesse en courbure de la courroie. La règle générale impose de choisir une épaisseur d'entraîneurs s aussi faible que possible. Le tableau ci-après indique l'épaisseur d'entraîneurs maximale recommandée s en mm par rapport au nombre de dents choisi pour la roue dentée.
Épaisseur max. des entraîneurs en mm
20, 25, 30, 40, 50, 60, 100 - nombre de dentures de la poulie
A - épaisseur maxima en mm des entraîneurs avec des soudures au niveau des dentures
B - épaisseur maxima en mm des entraîneurs avec des soudures au niveau des creux
| Pas | 20 | 20 | 25 | 25 | 30 | 30 | 40 | 40 | 50 | 50 | 60 | 60 | 100 | 100 |
| B | B | A | A | B | B | B | ||||||||
| T 5 | 5 | (2) | 6 | (2) | 6 | (3) | 8 | (4) | 9 | (6) | 10 | (8) | 12 | (10) |
| T 10 | 8 | (3) | 9 | (4) | 10 | (4) | 12 | (6) | 14 | (9) | 15 | (12) | 20 | (20) |
| T 20 | 12 | (5) | 13 | (5) | 15 | (6) | 18 | (8) | 20 | (12) | 23 | (20) | 30 | (30) |
| AT 5 | 5 | (2) | 6 | (2) | 6 | (3) | 8 | (4) | 9 | (6) | 10 | (8) | 12 | (10) |
| AT 10* | 8 | (3) | 9 | (4) | 10 | (4) | 12 | (6) | 14 | (9) | 15 | (12) | 20 | (20) |
| AT 20 | 12 | (5) | 13 | (5) | 15 | (6) | 18 | (6) | 20 | (12) | 23 | (20) | 30 | (30) |
| XL | 5 | (2) | 6 | (2) | 6 | (3) | 8 | (4) | 9 | (6) | 10 | (8) | 12 | (10) |
| L | 6 | (3) | 7 | (3) | 8 | (4) | 10 | (5) | 12 | (7) | 13 | (10) | 16 | (16) |
| H | 8 | (4) | 9 | (5) | 10 | (6) | 12 | (7) | 14 | (10) | 15 | (12) | 20 | (20) |
| XH | 13 | (5) | 14 | (5) | 15 | (6) | 18 | (8) | 20 | (12) | 23 | (20) | 30 | (30) |
* également applicable pour BAT et SFAT
Exemple de détermination de l'épaisseur des entraîneurs s pour une courroie dentée en polyuréthane BRECO® au pas de T 10 passant sur une poulie de 20 dentures :
- En cas de soudure "face aux dents", épaisseur d'entraîneurs s ≤ 8 mm,
- En cas de soudure "face aux creux", épaisseur d'entraîneurs s ≤ 3 mm.
Remarque : Dans le cas des tailles intermédiaires (par ex. 22 dents), il est recommandé de choisir la valeur directement inférieure pour l'épaisseur maximale d'entraîneurs.
Entraîneurs avec évidement
La flexibilité de la courroie est maintenue, grâce à la présence d'évidements appropriés.
Paires d'entraîneurs
Des paires d'entraîneurs (chambre d'entraînement, poche d'entraînement) sont utilisées en technique de transport pour positionner des pièces, en particulier dans les processus d'insertion. La tolérance de fabrication déterminant le jeu entre les entraîneurs est de ± 0,5 mm. Une tolérance réduite à ± 0,2 mm peut être précisée spécialement, avec prise en charge des coûts de montage et éventuellement des coûts d'outillage.
Entraîneurs avec perçages
Des perçages peuvent être requis pour des pièces spéciales rapportées. Prendre en compte les tolérances.
Entraîneurs avec pièces moulées
Des entraîneurs peuvent être fabriqués avec des pièces surmoulées, pour répondre à des fonctionnalités particulières. Des contre-dépouilles appropriées doivent être ménagées lors de la définition des formes des pièces surmoulées (en acier, alu, etc.).
Remarque : Les pièces moulées doivent être approvisionnées en nombre suffisant, dont 5% supplémentaires pour la production des échantillons.
Exécution des soudures
Les soudures sont exécutées par procédé à fusion sur toute la surface de pose des entraîneurs sur le dos de courroie.